
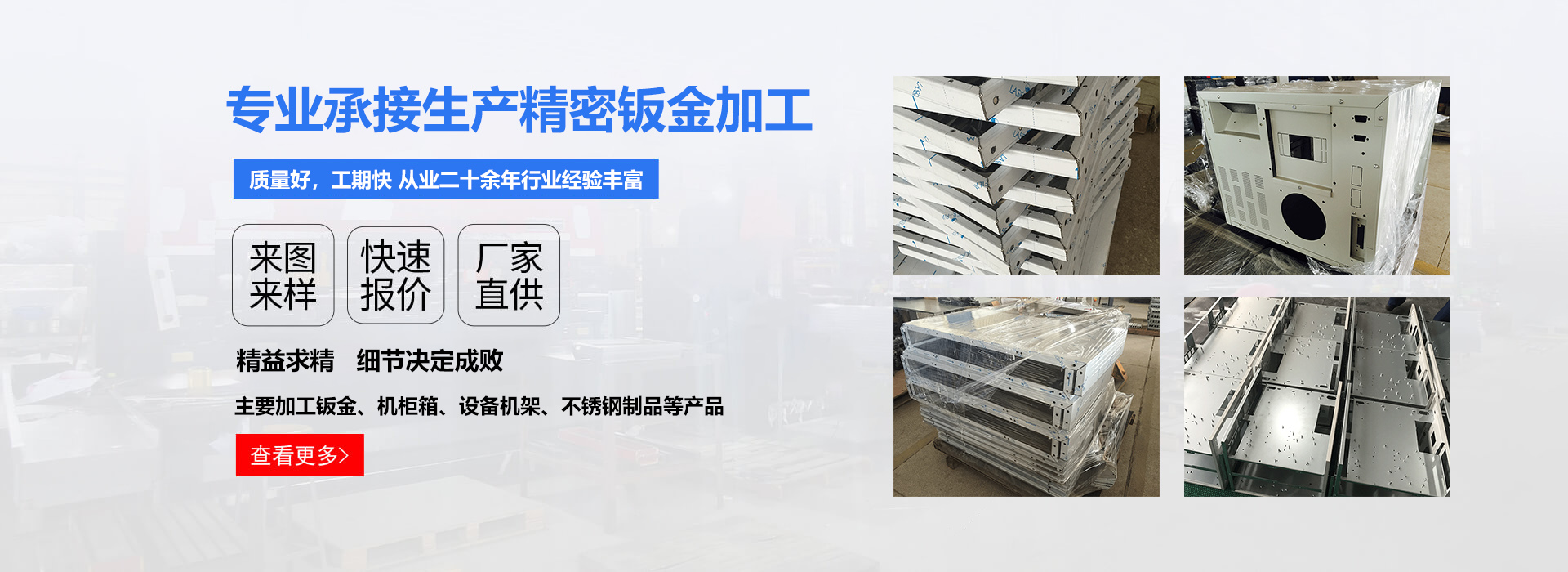

瑞盛億金屬制品(廈門)有限公司是一家從事精密鈑金生產(chǎn)的企業(yè),公司主營:鈑金、機(jī)柜箱、設(shè)備機(jī)架、不銹鋼制品等。主要客戶分布行業(yè):電力、通信、交通、物流、包裝、食品、環(huán)保、新能源等行業(yè)的機(jī)箱、機(jī)柜以及非標(biāo)智能自動化設(shè)備的機(jī)架。
焊條角度,焊條與焊接方向的夾角在90度時,電弧集中,熔池溫度高,夾角小,電弧分散,熔池溫度較低,如12mm平焊封底層,焊條角度:50-70度,使熔池溫度有所下降,避免了背面產(chǎn)生焊瘤或起高。又如,在12mm板立焊封底層換焊條后,接頭時采用90-95度的焊條角度,使熔池溫度迅速提高,熔孔能夠順利打開,背面成形較平整,有效地控制了接頭點(diǎn)內(nèi)凹的現(xiàn)象。

瑞盛億金屬制品(廈門)有限公司是一家從事精密鈑金生產(chǎn)的企業(yè),公司主營:鈑金、機(jī)柜箱、設(shè)備機(jī)架、不銹鋼制品等。主要客戶分布行業(yè):電力、通信、交通、物流、包裝、食品、環(huán)保、新能源等行業(yè)的機(jī)箱、機(jī)柜以及非標(biāo)智能自動化設(shè)備的機(jī)架。
熔池溫度,直接影響焊接質(zhì)量,熔池溫度高、熔池較大、鐵水流動性好,易于熔合,但過高時,鐵水易下淌,單面焊雙面成形的背面易燒穿,形成焊瘤,成形也難控制,且接頭塑性下降,彎曲易開裂。熔池溫度低時,熔池較小,鐵水較暗,流動性差,易產(chǎn)生未焊透,未熔合,夾渣等缺陷。

瑞盛億金屬制品(廈門)有限公司是一家從事精密鈑金生產(chǎn)的企業(yè),公司主營:鈑金、機(jī)柜箱、設(shè)備機(jī)架、不銹鋼制品等。主要客戶分布行業(yè):電力、通信、交通、物流、包裝、食品、環(huán)保、新能源等行業(yè)的機(jī)箱、機(jī)柜以及非標(biāo)智能自動化設(shè)備的機(jī)架。
電弧燃燒時間,φ57×3.5管子的水平固定和垂直固定焊的實(shí)習(xí)教學(xué)中,采用斷弧法施焊,封底層焊接時,斷弧的頻率和電弧燃燒時間直接影響著熔池溫度,由于管壁較薄,電弧熱量的承受能力有限,如果放慢斷弧頻率來降低熔池溫度,易產(chǎn)生縮孔,所以,只能用電弧燃燒時間來控制熔池溫度。


 在線客服
在線客服 13806060455
13806060455 2212355120@QQ.com
2212355120@QQ.com


